不要错过这部精心制作的酸洗磷化无缝钢管圆钢免费获取报价产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
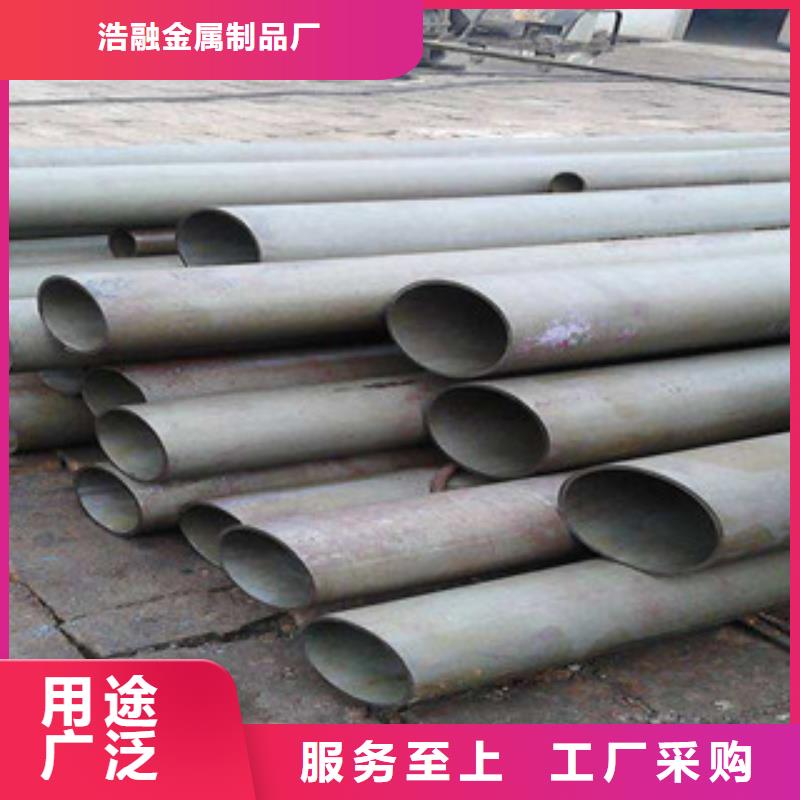
以下是:江苏扬州酸洗磷化无缝钢管圆钢免费获取报价的图文介绍

钝化无缝钢管使用方法
①初次使用本产品请小批量试作合格再批量生产,本品为原液常温使用。
②工件只能采取浸泡方式,常温下进行,时间约为15秒-3分钟左右。(具体时间可以根据所需的表面程度适当延长)即可达到平整光亮的效果。
③多数工件同时泡入时,工件不可重叠,需要不断晃动工件使其各个面均匀地接触药液,确保抛光效果。
④工件取出后必须立即冲水干净,否则会影响抛光效果和一致性。
⑤经多次抛光后,药液会逐渐转变绿色,属正常现象。


酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。



浩融金属制品厂(扬州市分公司)供应 铜管,为您提供详细的 铜管产品报价、参数、图片等商品信息,如需进一步了解 铜管,请与我们厂家直接联系,请在联系时说明是在什么地方看到这条商机的,我们将给予您大的优惠。


1 对低温固熔时效的零件:低温固熔时效的零件氧化皮较薄,一般为淡紫色,对于这类 零件的氧化皮处理起来相对容易一些。
零件按不锈钢酸洗钝化进行酸洗后,表面的氧化皮已基本除干净,并且不腐蚀零件,零件表面不留挂灰,可直接进行后续钝化处理加工。
2.对于高温固熔时效的零件,高温固熔时效的零件氧化皮较厚,一般为黑紫色,甚至为黑色。由于零件表面生成较厚、致密和成分复杂的氧化皮,这类零件酸洗除氧化皮相对复杂一些。去除这类氧化皮要按松动氧化皮一酸洗一去除挂灰的步骤进行。









 扫一扫
扫一扫